



产品分类
背 景
结构标准件,也称为紧固件,是作为紧固连接用的一类机械零件,其应用极为广泛,由于结构标准件品种规格繁多,性能及用途差异,而且其标准化、系列化、通用化的程度极高,因此有必要对标准件的选用作相应的规定。
为了规范结构标准件正确选定公司产品原则,以便有效的使用标准件,特定本规范。
01
术语定义
1.1螺钉紧固
使用装配工具,将螺纹连接件与螺纹紧固件紧密结合在一起,并保证一定的预紧力的过程,表示同样意识的称谓有:拧紧、上紧、打螺丝。
1.2预紧力
连接中,在受到载荷前,为增强连接的可靠性和紧密性,以防止受载荷后出现缝隙或滑移而预先加的力。
1.3旋和长度
两个相互配合的螺纹沿螺纹轴线方向相互旋合部分的长度,如下图1所示。
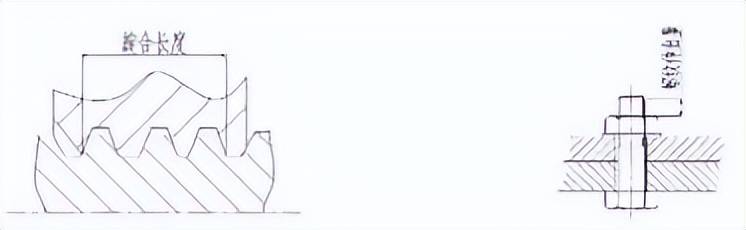
图1螺纹旋合 图2螺纹伸出量
1.4螺纹伸出量
螺纹配合后,外螺纹伸出内螺纹的长度,如上图所示。
02
常见的螺纹紧固失效的几种形式
螺纹紧固失效可分为螺纹连接失效、紧固件失效和连接件失效。
2.1螺纹连接失效
因强度不够引起螺纹紧固件破坏,如螺杆拉断、螺纹破坏(滑丝)松动或松脱由于压力不够,从而使密封、屏蔽、接地、低电阻导通等场合不能达到相应要求。
2.2紧固件失效
外观损坏,从而进一步影响连接性能。如锈蚀螺钉槽型损坏。
2.3连接件失效
连接件失效主要表现在连接件强度不够或连接压力过大,从而引起连接件被压溃、折断、外观损坏。
03
结构标准件选用原则
结构标准件选型时,首先应根据其使用场合及使用功能确定其类别,再根据标准件的形式。机械性能、精度和螺纹等确定其品种及规格。
3.1结构标准件选型遵循原则
3.1.1结构标准件选型的经济性原则体现在以下几个方面:
标准件选型时,首先应根据国家标准选型,然后再根据行业标准选型,只有在国家标准及行业标准无法满足设计需求的情况下才能定制设计;
标准件选型时,应优先从国家标准或行业标准的优选系列中选取(尽可能不采用括号内规格),并尽可能满足商品规格范围的紧固件;另外标准件的材料及表面处理方式应尽可能采用国家标准或行业的推荐值,一般情况下不得自行进行定制设计;
标准件选型时,应遵循就低不就高的原则以满足其经济性要求,即;若一般机械固定用标准件能满足设计需求时就不要选用精密机械用标准件;若机械性能及产品等级低的标准件满足设计需求的就不要用等级高的标准件。
3.1.2准件选型的装配便利性原则体现在以下几个方面:
为提高加工及装配效率,对薄壁金属件之间以及薄壁金属件与其他板类零件之间的连接,若无拆卸要求的应优先采用铆接固定方式,有拆卸要求的优先选用螺纹连接方式;
由于一般标准件的组合使用的,为提高装配效率并减少备料环节,如无特殊需求,应优先选用组合件。
3.1.3可靠性原则
为保证螺纹连接的预紧力及连接可靠性,对满足JB/ZQ4005-1997的场合要求优先采用外六角螺钉或螺栓;对安装控件较小或螺钉头部需要埋入的场合可使用内六角螺钉或螺栓;
螺钉一般选用十字槽螺钉,以便使用电动或气动螺丝刀紧固;此时螺丝刀轴线应与螺钉轴线重合,如图3所示。

图3螺丝刀的使用
螺纹配合长度关系:
(1)旋和长度:螺钉与螺孔的旋和长度1.2-2.5d,如图4所示,当内螺纹为铜、铸铝等可以取较小值,对于铝合金应取较大值。
如果螺纹连接既充当机械连接,又充当电气连接,则螺纹副至少应有旋和2个完整的全螺纹。
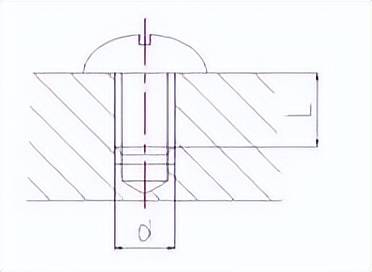
图4 螺纹的旋和长度
不同材质紧固件具体要求见下图。
钢及铝合金紧固件(基体材料:钢或黄铜),见图5。
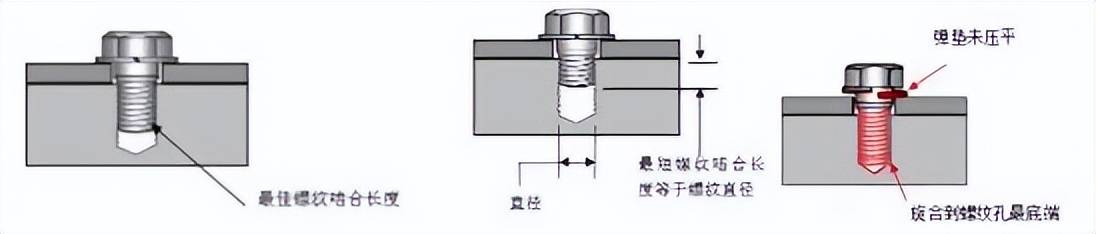
图5A首选 图5B最低标准 图5C不可接受
黄铜紧固件(基体材料:钢或铝合金)见图6。
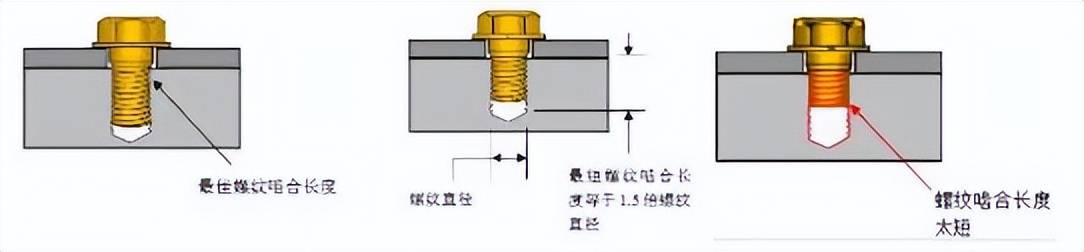
图6A首选 图6B最低标准 图6C不可接受
非金属紧固件(基体材料:金属)见图7。
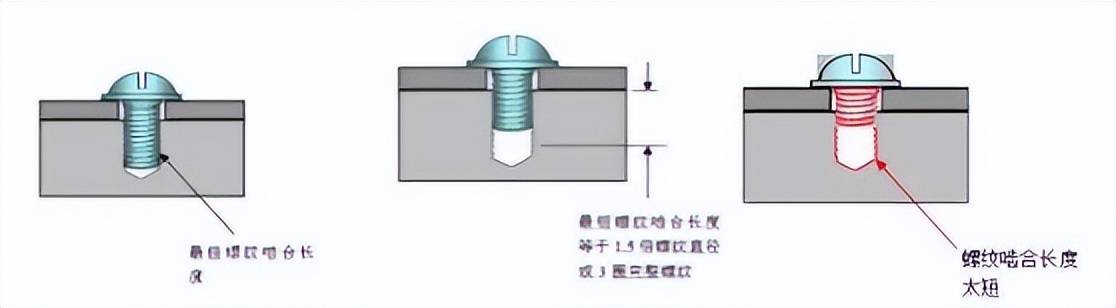
图7A首选 图7B最低标准 图7C不可接受
(2)螺纹伸出量
除非特殊要求,否则至少应扣到2扣半螺纹伸出量,相当螺纹可能干扰到其他器件或装置时,螺栓和螺钉可以与螺纹紧固件底面平行,但同时必须使用螺纹防松胶。
当螺纹伸出部分与其相邻的零部件不发生干扰并满足电气要求时,对于长度小于等于25mm的螺栓和螺钉,其螺纹伸出量不应大于3mm在加到1到1扣半螺纹长度,对于长度大于25mm的螺栓和螺钉,其螺纹伸出量不应大于6.3,mm在加1到1扣半螺纹长度。
当伸出量不满足要求是,必须同时使用螺纹放松胶,具体要求见下图8。
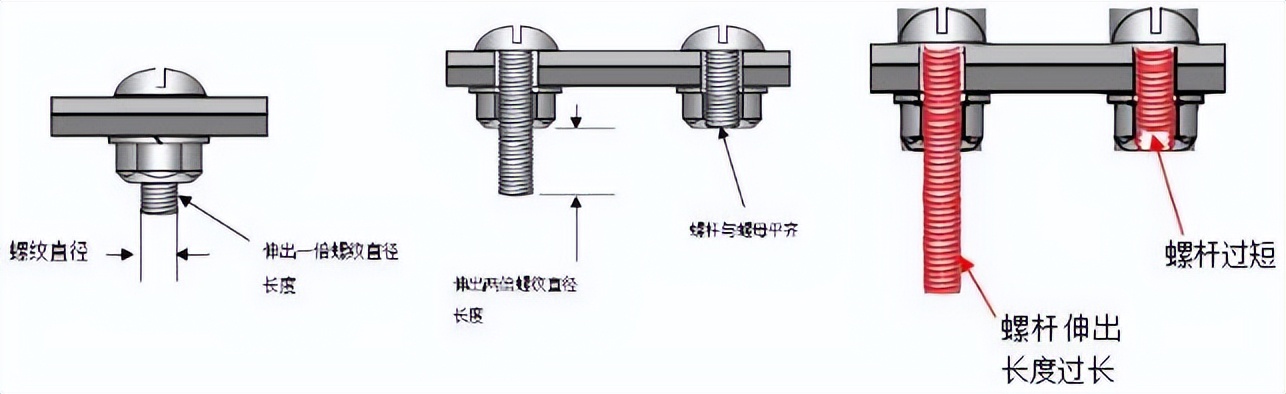
图8A首选 图8B最低标准 图8C不可接受
(3)沉头螺钉紧固后,其头部应与被紧固零件的表面保持平整,允许稍低于零件表面,一般M4以下的螺钉沉入深度不大于0.3mm,M5以上的螺钉沉入深度不大于0.5mm。
(4)被连接件为1.2mm及以下薄板,连接时需使用非标薄头拉钉或薄头沉头螺钉。
(5)需经常装卸的区域,其螺孔需使用压铆件或钢丝螺套等方式加固螺纹,需反复拆卸或受力较大的塑胶面板,其上螺孔须使用预埋螺母,不可使用自攻钉。
(6)因翻孔攻丝螺纹高度及强度有限,需反复拆卸或受力较大的薄板连接,不建议使用翻孔攻丝,宜用压铆螺母替代。
(7)紫铜或红铜上须有内螺纹时,其螺孔须使用压铆件或钢丝螺套等方式加固螺纹。
3.1.4最少物料种类原则
每一类产品或每一组组件上使用的标准件的种类及规格应尽量少,以利于装配时使用工具的数量及推广使用测力矩工具,从物料管理、装配效率及紧固工具配备等方面考虑,在同一设备或工程内,应尽量减少使用标准件的品类。
3.2结构标准件选型注意事项
对于薄壁结构胶与塑胶件直接的连接以及塑胶件之间的固定应优先选用自攻螺钉。
平垫圈的主要作用为增加接触面积,但没有防松效果,弹簧垫圈的作用是防松,是靠压缩弹簧垫圈产生的弹力和弹簧垫圈的缺口的刃边卡到连接面上起到防松效果的,若连接面比较重要,不允许划伤,则需要加个平垫,防止弹簧垫圈划伤接触面,但防松效果会所下降。平垫圈一般按照相配螺栓或螺钉的公称螺纹直接选用,根据连接件的软硬选取,对于铝合金、pcb、塑料材质连接件选较大外径平垫圈。
内齿外齿弹簧垫圈一般用于不常拆场合。
抽芯铆钉选用注意材质,连接强度较高场合建议优先选用钢铆钉。
标准件螺纹的旋向,通常使用为右旋,在选用标准件时不加标注,若左旋需标注。
标准件所使用螺纹为普通螺纹,其代号为m,选用时要加以标注如M16*50,常用标准件所用螺纹的螺距见下表,表一为常用普通螺纹的螺距P(粗牙)表二为常用自攻及自攻螺纹的螺距P。


标准件常用的表面处理类别有电镀锌、电镀锌镍、锌铝涂覆等,其主要条件见下表:
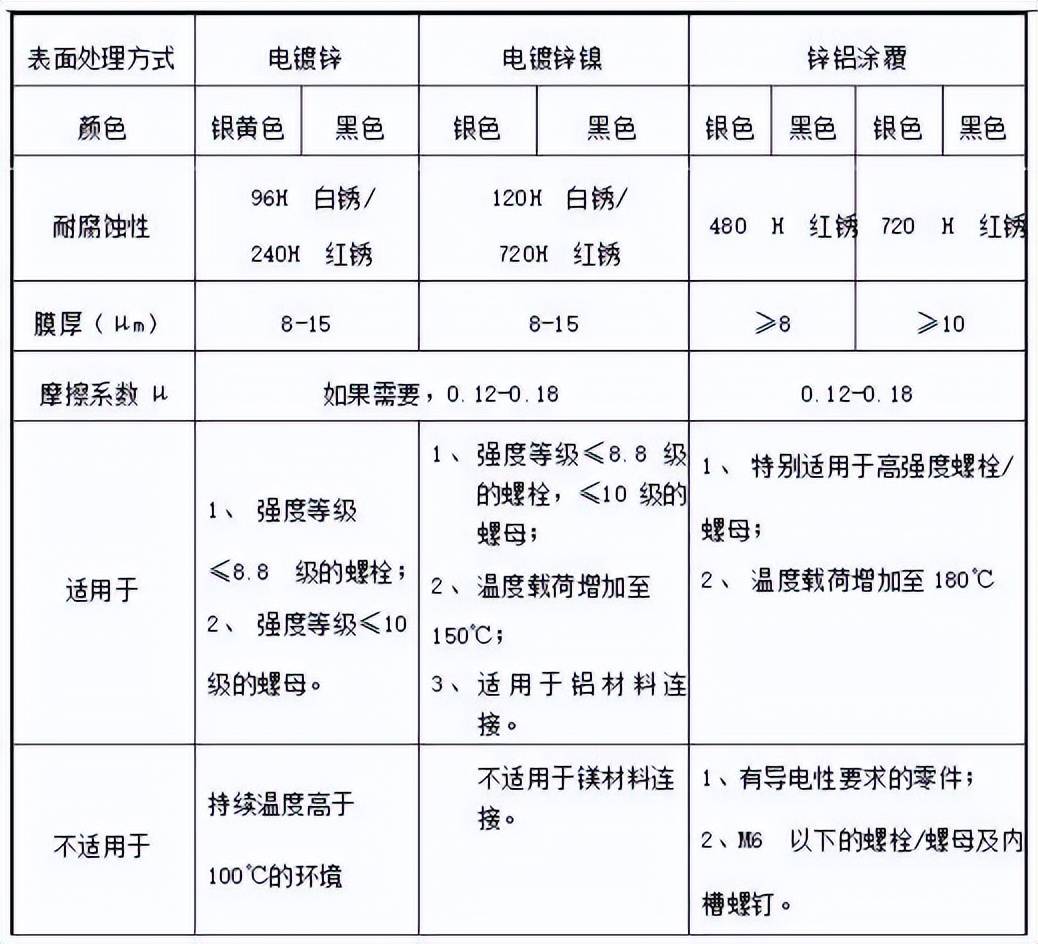
标准件默认表面处理方式为镀环保彩锌,镀彩锌质量要求:通过48小时中性盐雾测试,其他的电镀处理方式应尽量控制,特殊装饰用电镀处理可适当采用,对防腐蚀或颜色有特殊要求时,可以采用不锈钢材料或表面喷涂处理方式。
联系我们
了解更多详情,请致电
139-3209-6777
给我们留言
![]()
友情链接 / LINKS
JlU
LONG
名称:九龙紧固件制造有限公司
地址:九龙高强度钢结构紧固件销售部
电话:0574-88315609
手机:13932096777
九龙

![]()
Copyright © 2022 九龙紧固件制造有限公司 | 技术支持:企业官网
扫一扫添加好友