



产品分类
相信各位螺友都知道:紧固件是指将两个或两个以上零件或构件连接成为整体时所采用的一类机械零件的总称, 特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度也极高。通常把已有国家标准的一类紧固件称为标准紧固件,简称标准件。

紧固件通常包括以下7类零件:
1、螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。这种连接形式称螺栓连接。如把螺母从螺栓上旋下,有可以使这两个零件分开,故螺栓连接是属于可拆卸连接。
2、螺柱:没有头部的,仅有两端均外带螺纹的一类紧固件。连接时,它的一端必须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中,然后旋上螺母,即使这两个零件紧固连接成一件整体。这种连接形式称为螺柱连接,也是属于可拆卸连接。主要用于被连接零件之一厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。
3、螺钉:也是由头部和螺杆两部分构成的一类紧固件,按用途可以分为三类:机器螺钉、紧定螺钉和特殊用途螺钉。机器螺钉主要用于一个紧定螺纹孔的零件,与一个带有通孔的零件之间的紧固连接,不需要螺母配合(这种连接形式称为螺钉连接,也属于可拆卸连接;也可以与螺母配合,用于两个带有通孔的零件之间的紧固连接。)紧定螺钉主要用于固定两个零件之间的相对位置。特殊用途螺钉例如有吊环螺钉等供吊装零件用。
4、螺母:带有内螺纹孔,形状一般呈显为扁六角柱形,也有呈扁方柱形或扁圆柱形,配合螺栓、螺柱或机器螺钉,用于紧固连接两个零件,使之成为一件整体。
5.自攻螺钉:与机器螺钉相似,但螺杆上的螺纹为专用的自攻螺钉用螺纹。用于紧固连接两个薄的金属构件,使之成为一件整体 ,构件上需要事先制出小孔,由于这种螺钉具有较高的硬度,可以直接旋入构件的孔中,使构件中形成响应的内螺纹。
6.木螺钉:也是与机器螺钉相似,但螺杆上的螺纹为专用的木螺钉用螺纹,可以直接旋入木质构件(或零件)中,用于把一个带通孔的金属(或非金属)零件与一个木质构件紧固连接在一起。这种连接也是属于可以拆卸连接。
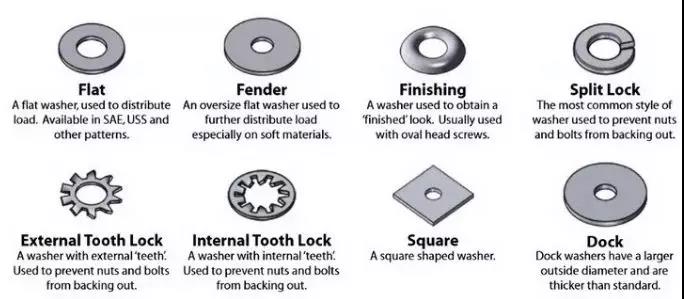
7.垫圈:形状呈扁圆环形的一类紧固件。置于螺栓、螺钉或螺母的支撑面与连接零件表面之间,起着增大被连接零件接触表面面积,降低单位面积压力和保护被连接零件表面不被损坏的作用;另一类弹性垫圈,还能起着阻止螺母回松的作用。
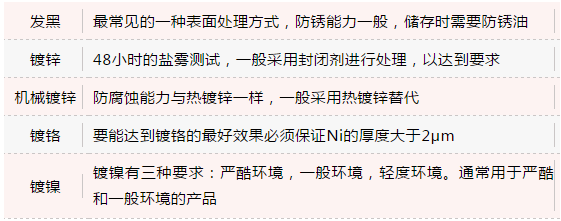
常见的表面处理方式
一、螺栓螺母如何拧紧使用螺栓螺母配合的螺纹连接是紧固件应用中最常见的,为了保证连接的强度,一般都会采用自锁螺母,或是使用额外的机械锁紧来防止发生松脱。螺纹紧固件的安装也十分简单,只要保证有足够扭力来实现接口处的预紧力即可,但是仍然会有很多人不确定是应该通过螺母或是螺栓头来拧紧。①、拧紧时是应该对螺栓头还是螺母施加扭矩呢?②、对螺栓头或螺母施加扭矩,二者是否是相同的结果?
在某些应用中您可以对螺栓头或螺母施加扭矩并保持紧密连接;而在下面这些应用条件下,恐怕只能对其中的一个部件施加扭矩:1、干涉配合:在干涉配合的孔中,应该对螺母施加扭矩进行安装。2、螺栓头与螺母有不同的形状和直径当螺栓头与螺母的形状不同(比如六角头螺栓配方形螺母)或直径明显不同时,最好在承载面较小的一侧施加扭矩。例如,如果螺栓头小于螺母,则应该对螺栓头施加扭矩。可以简单理解为小处发力,大处承力。3、不同的材料当需要将两种不同材料夹紧在一起时,最好在摩擦系数较低的材料上施加紧固力,也就是说在可能产生最小摩擦力的一侧施加扭矩拧紧。4、长螺栓应用当扭矩施加在很长的螺栓的头部时,非常容易发生扭转卷绕的问题,因此在这种情况下,对螺母施加扭矩将有助于避免该问题的发生。 有这样一种应用,螺母是带法兰的螺母,而螺栓头却没有,也就是说螺母一侧的摩擦半径比螺栓头一侧要大。

如果紧固扭矩是在要拧紧螺母的情况下确定的,那么如果使用该扭矩对螺栓头进行拧紧的话,则可能会发生过载问题。通常,将近一半的扭矩需要用于克服紧固表面下的摩擦力,因此较小的摩擦半径将导致更多的扭矩进入螺纹连接处并因此而发生过度紧固问题。 反之亦然,假定扭矩是根据螺栓头拧紧而确定的话,如果拧紧螺母的话,也就是说将扭矩施加在了摩擦半径更大的一侧,这会导致输入螺纹连接处的预紧力不足,而可能会引起松脱的问题。
二、为什么使用垫圈?垫圈是非常常见的标准件,我们经常会在螺栓与螺母这类螺纹连接的紧固过程中发现垫圈的身影。甚至可以这么说,垫圈总是与螺栓或螺丝这类螺纹紧固件配合使用。

为什么要使用垫圈呢?①、如果基体材料非常软,那么在螺栓或螺丝拧入的过程中会导致基体母板材料的表面受到损伤。通过使用垫圈,可以将这个挤压力分布在更大的区域里,避免对母板表面的伤害。②、如果基体材料非常软,而且安装紧固件的孔周边已经发生损坏,那么在紧固件拧入的过程中,可能会发生拉穿失效的问题,这是因为在大多数情况下,施加在拧紧过程中的力足以将紧固件拉过材料母板,而垫圈的存在则有助于产生较小的聚集压力。③当螺栓或螺丝拧入的母板表面不够光滑、平整时,紧固件的头部很有可能被卡住,通过使用垫圈,可以保证螺栓或螺丝的表面滑动而使安装变得更加简单。④、一些垫圈采用了特殊的结构设计,使其具有防止螺母发生松脱的功能。我们俗称这类垫圈为锁紧垫圈,在结构形式上有很多种,开口型、星型以及波浪型等等。这类锁紧垫圈需要与螺母配合一起使用。
由此可见,除了特殊设计的锁紧垫圈以外,其余垫圈多是为了将载荷分布在螺栓头和螺母面下,也就是说,垫圈对于连接结构来说,只是起到了分散载荷的作用。
三、为什么在图纸或规范里,往往很容易找到抗拉强度的性能指标,而没有剪切强度的相关参数呢?抗拉强度是紧固件在其断裂之前或其断裂时所能支撑的最大张力。对于英制紧固件来说,抗拉强度的单位是磅/平方英寸(psi),对于公制紧固件来说,其单位是兆帕(MPa)。剪切强度是紧固件在其失效之前可以支撑的垂直于紧固件轴线的最大载荷,常分为单剪和双剪。单剪切是在一个横向平面中发生的载荷,其倾向于将紧固件切割成两件,而双剪在失效后会被切割成三个部件。作为一个经验分享,紧固件的剪切强度可以假定为其规范中最小抗拉强度的60%。比如其最小抗拉强度是120,000psi,那么其剪切强度可以安全地假设为70,000psi。
拓展知识:1)螺栓剪切接头可以设计为摩擦夹紧或直接剪切两种。如果选择直接剪切接头类型,则螺栓的柄杆处直接承受剪切力。当使用摩擦夹紧时,必须要确保螺栓产生的摩擦力足以防止接头的板之间产生滑动,因此如果负载是动态的话,那么选择摩擦夹紧是优选,因为它可以防止磨损。2)在大多数情况下,紧固件的材料强度是可以通过技术手册查到的,这对分析特定应用中材料的强度等级十分有帮助。比如计算给定直径尺寸的紧固件实际强度值,首先通过ASTM等级的最小抗拉强度乘以直径的应力区域,即可算得该尺寸和材料等级下螺栓的极限抗拉强度。
四、螺套的应用螺套在结构组装中非常常见,在锻件、铸件和机加工件上应用较多,尤其当螺纹孔不能提供足够的螺纹剪切区域,也不能使用自锁装置时,内置螺套是一个十分有效的解决方案。而且对于有些大型锻件或铸件来说,直接在基体部件上攻丝,一旦螺纹损坏可能会危及整个零部件。

螺旋线圈螺套是最简单的一种螺套产品,它是由高品质的不锈钢丝轧制而成,卷绕成弹簧螺纹形状。通常情况下,螺套的直径设计会比螺纹孔更大一些,因此在安装过程中就存在被压缩的过程,这样做的目的首先是为了让螺套本身获得与螺纹孔最大的接触面积;其次被压缩后,螺套向外的张力就是为螺套提供锁紧功能的摩擦力,将螺套永久地固定在螺纹孔里。

除了机械强度这些硬性指标以外,这类产品还有很多优点:螺纹寿命即使在重复安装和拆卸后,仍然有显著的增加。螺套的硬度和光滑的表面处理消除了由于螺纹摩擦而容易引起的磨损。
在安装过程中,螺旋线螺套并不是通过铆接或插入式锁紧的方式进行固定的,因此没有任何内部应力导入到母体材料中。
螺旋线圈螺套可以安装在塑料条上并缠绕在卷轴上,通过使用气动工具安装时,可以显著提高安装效率。 缺点:需要断尾处理,因为螺套上的这个“小尾巴“也仅仅是为了在安装过程中起到一定的螺纹导向作用,对于产品结构并没有任何意义,却需要在安装结束后通过专用的工具将其去除,而这恰恰是可以提高组装效率的地方。因此无需断尾处理的螺旋线螺套开始被大量使用,它具备了带“小尾巴”产品的全部优点,并且在安装后无需断尾处理。它的螺纹导向功能是通过在螺旋线圈上开槽的方式实现的。没有导向尾的螺旋线螺套相比于传统的需要断尾处理的螺套,具有下列优点:①、消除了断尾处理这道工序,适用于大批量的自动化安装;②、双向槽口设计,避免了对每次安装前插入螺套方向的检查;③、无断尾处理,避免在安装过程中产生杂质;④、无断尾处理,免去购买断尾工具。

在很多盲孔应用中,采用传统的断尾式螺套可能在螺套下方需要额外的安装空间来完成最后的断尾操作,而且需要保证该操作过程不会对母体材料造成伤害。而采用无断尾式螺套时,这个额外的空间就极大地被缩小了。
想了解更多金力紧固件螺丝螺母的知识,可详询页面上电话,即可为您解答!
联系我们
了解更多详情,请致电
155-1106-4755
给我们留言
![]()
友情链接 / LINKS
JlU
LONG
名称:九龙紧固件制造有限公司
地址:九龙高强度钢结构紧固件销售部
电话:0574-88315609
手机:155-1106-4755
九龙

![]()
Copyright © 2025 九龙紧固件制造有限公司 | 技术支持:企业官网
扫一扫添加好友